Нарезка резьбы на трубах
Содержание:
- Пошаговая инструкция к нарезанию резьбы при помощи плашки
- Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
- Использование клупповых плашек
- Исполнения
- Станок для нарезки желобов
- Самостоятельное нарезание резьбы
- Как нарезать резьбу
- Как внутри трубы нарезать резьбу
- Порядок нарезки внешней резьбы на водопроводной трубе
- Делаем резьбу своими руками
- Правила нарезания внутренней резьбы метчиком
Пошаговая инструкция к нарезанию резьбы при помощи плашки
Наиболее распространенным можно назвать плашку самых различных видов. Он входит в число необходимых инструментов для нарезания витков. Среди его особенностей отметим нижеприведенные моменты:
- Плашка выглядит как гайка, изготавливаемая из закаленной стали. С торцевых сторон распроложены отверстия, выполненные в виде цветка. Для обеспечения механической обработки грани представлены острыми режущими кромками. За счет лепестковой формы обеспечивается отведение стружки от зоны резания.
- В корпусе есть отверстия, предназначенные для установки рукоятки. Расположены они по боковым сторонам, за счет чего обеспечивается равномерное воздействие.
Плашка получила большое распространение по причине того, что довольно проста в применении. Рекомендации по ее применению выглядят выглядит следующим образом:
- На момент обработки труба должна быть вертикально расположенной. При этом она фиксируется при помощи тисков.
- Рекомендуется провести очистку поверхности, а также создание фаски.
- На трубу следует нанести масло, которое упростит ход плашки по трубе.
- Стоит учитывать, что плашка должна быть расположена строго вертикально. Даже при отклонении всего на 10 градусов приведет к снижению качества получаемых витков.
- Рукоятку следует вращать по часовой стрелке.
- Для того чтобы повысить качество получаемой поверхности следует после двух витков делать один обратный, за счет чего обеспечивается отвод остатков металла от режущей части.

Нарезание резьбы плашкой
Во время проведения работы следует периодически смазывать рабочую часть и трубу маслом. Смазывающиеся вещества делают процесс резания более простым и плавным.
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп

Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Использование клупповых плашек
Клупповая плашка состоит из корпуса. В нем в специальных гнездах закреплены 4 резца. На корпус устанавливается крышка, которая крепится винтами. Получается закрытая режущая головка. Клупп оснащен хвостовиком, длина которого обеспечивает центрирование устройства на трубе. Хвостовик имеет шлицы для обеспечения вращения головки с помощью трещотки или газового ключа.
Нарезка резьбы клуппом выполняют следующим образом:
- трубу фиксируют в зажиме;
- плашку устанавливают в держатель, край трубы вставляют в направляющую;
- смазывают техническим маслом место нарезания резьбы;
- вращают режущую головку.
Периодически проворачивают клупп против движения для удаления стружки. Используют такой вариант – три поворота вперед, один назад. Клупп является удобным приспособлением для нарезки резьбы на водопроводных трубах своими руками.
Исполнения
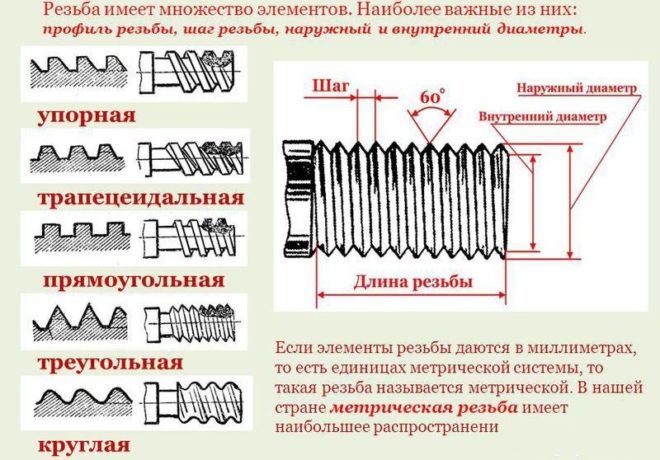
В соответствии с ГОСТ 6111 трубная резьба используется в разъёмных соединениях трубопроводов, рассчитанных на прокачку жидких и газообразных рабочих сред. При этом относительно водогазопроводных труб (ГОСТ 3262) она может быть и конической, что объясняется практическими удобствами навинчивания/свинчивания соединительных деталей. Угол при вершине профиля конической резьбы составляет 60°, а угол конусности зависит от диаметра и шага резьбы, но не может быть меньше 26°, иначе возможно самоотвинчивание соединения.
Характерная особенность всех трубных резьб – метрических и дюймовых – является скругление вершины профиля резьбы, которое при стандартных способах нарезки резьбы составляет 10% от её радиуса. Это связано с удобствами нарезки трубной резьбы и снижением внутренних напряжений на сравнительно малом теле металла для труб любого вида и сортамента.
ГОСТ 6357 предусматривает также метрическую трубную резьбу, как цилиндрическую, так и коническую, хотя на практике они используются реже. Угол наклона профиля цилиндрической резьбы составляет 55°, что увеличивает количество витков на одном и том же участке нарезания. Это увеличивает трудоёмкость соединения частей трубопровода, хотя и повышает герметичность.
Остальные виды резьб (упорные, трапецеидальные) на трубах не нарезают, поскольку это связано с появлением дополнительных концентраторов напряжений, которые существенно ослабляют поперечное сечение материала.
Станок для нарезки желобов
В производстве часто используются специальные станки. По конструктивным особенностям они во многом напоминают станки с вертикальной ориентацией. Среди особенностей отметим:
- Показатель диаметра и шаг резьбы регулируются.
- При необходимости можно тщательно настроить количество и скорость вращения режущего элемента.
- Практически все модели характеризуются возможностью обработки наружной и внутренней поверхности.
Современные станки могут применяться даже при нарезании тонкостенных изделий. Трудности могут возникнуть только в случае, когда заготовку нельзя снять и установить вертикально.
Самостоятельное нарезание резьбы
Как нарезать трубную резьбу своими силами?
Самостоятельное нарезание резьбы начинается рядом подготовительных мер:
- Отрезание куска трубы по размеру. При замене поврежденного участка трубопровода первым делом данный участок нужно аккуратно вырезать в строго перпендикулярном к стенке направлении. Если это условие не будет соблюдено.
- Чистка участка под резьбу. С того места, где будет нарезаться трубная резьба, нужно полностью снять всю краску и коррозию: если это не сделать, работа может быть явно затруднена.
- Снятие фаски. Чтобы работа шла легче, с концов трубы нужно убрать фаску.
Как нарезать резьбу
Внутренняя
Предположим, в нашем распоряжении имеется просверленная металлическая заготовка под металлическую муфту ДУ 32 мм (1 1/4 дюйма). Нам нужно перевоплотить ее в готовую муфту.
Как выполнить эту работу?
- Зажимаем заготовку в особую струбцину с ромбовидным просветом между губками.
- Вставляем черновой трубный метчик 1 1:4 дюйма в вороток.
- Смазываем внутреннюю поверхность заготовки. Смазка уменьшит сопротивление при нарезке и уменьшит возможность появления задиров. Какую смазку применять — все равно: для наших целей в равной степени подойдут масло для швейных машинок, автол, солидол а также соляра.
- Позиционируем метчик строго по оси будущей муфты, прижимаем его к ней с все возможным упрочнением и проворачиваем, не нарушая позиционирования и не ослабляя нажима. Нарезка без прижима метчика к подробности вероятна только через 2-3 полных оборота; в случае если ослабить упрочнение раньше, первая нитка будет сорвана.
- Пройдя муфту черновым метчиком, снимаем вороток и вынимаем его иначе. Повторяем операцию со чистовым метчиками и средним.
Что делать в том случае, если в вашем распоряжении имеется только простые тиски:
- В них зажимается хвостовик метчика.
- Заготовка зажимается газовым (трубным) ключом и насаживается на его заход.
- Предстоящие операции аналогичны обрисованным выше.
Наружная
Тут инструкция по нарезке резьбы включает в себя подготовку захода для плашки. Чтобы нарезка не потребовала чрезмерно громадного упрочнения прижима, с наружной стороны трубы должна быть снята фаска под углом около 30 градусов к ее оси.
Рассмотрим, как возможно подготовить заход, так сообщить, в полевых условиях:
Обточив край трубы болгаркой с кругом по металлу.
- Сделав ту же работу ручным напильником.
- Наконец, в отсутствие инструмента край трубы при маленьком навыке возможно газовым ключом. Основная тонкость данной операции — не перестараться и не придать трубе овальность.
Что делать дальше:
- Наружная поверхность края трубы опять-таки смазывается.
- Плашка прижимается к торцу строго перпендикулярно продольной оси трубы. Упрочнение прижима сохраняется, пока не сделано 2-3 полных оборота.
- Дальше — несложная механическая работа: плашка гонится по трубе до получения резьбы нужной длины. Быстро возросшее сопротивление свидетельствует задир стружки; в этом случае плашка сгоняется на один оборот назад, стружка убирается, а поверхность повторно смазывается.
При нарезке наружной резьбы конкретно на стояке либо подводке имеется одна тонкость. Труба, на которой режется резьба, в обязательном порядке удерживается газовым ключом так, дабы упрочнение на нем компенсировало появляющийся при нарезке вращающий момент.
Дело в том, что оторвать подводку от стояка либо стояк от соседской батареи намного легче, чем может показаться: рычаг разрешает развить очень большое упрочнение. Помимо этого, состояние самих труб в ветхом жилищном фонде довольно часто не радует.
Как внутри трубы нарезать резьбу

Нарезание резьбы на стальных водопроводных трубах и соединительных деталях
Внутреннюю резьбу нарезают метчиками.
Метчик изготавливается из твердосплавного металла и имеет:
- рабочую часть (1);
- заборную часть (2), которая служит для нарезки резьбы;
- калибрующую часть (3), которая служит для направления метчика и для калибровки нарезанного отверстия;
- хвостовую часть (4) с головкой квадратного сечения (5), которая вставляется в вороток во время работы;
- три или четыре продольные канавки (6) для образования режущих кромок и вывода стружки нарезаемого металла.
Полный цикл нарезания резьбы предполагает проход отверстия тремя метчиками:
- черновым(клеймо «1«);
- промежуточным(клеймо «2«);
- чистовым (клеймо «3«).
3.2 Подготовка трубы и инструмент для нарезания трубы
Прежде, чем Вы приступите к нарезанию резьбы:
- измерьте внутренний диаметр трубы для того, чтобы правильно подобрать метчик;
- закрепите трубу в тисках и раззенкуйте её (снимите внутреннюю фаску изнутри под кглом 25-40 градусов на длину 3-4 мм от торца нарезаемой части трубы),использую круглый напильник или коническую развертку;
- вставьте хвостовик чернового метчика (клеймо «1«) в вороток.
3.3 Нарезание резьбы
ВНИМАНИЕ!
Самой трудной фазой является начальная фаза нарезания резьбы. Следите за тем, чтобы метчик врезался в трубу без перекосов (ось метчика должна совпадать с осью трубы). При перекосе метчика резьба будет косой.
- смажьте нарезаемую часть трубы и метчик жидким машинным маслом, вставьте заборную часть метчика в трубу;
- вращайте вороток с легким нажимом, слева направо (по часовой стрелке) при нарезании правой резьбы и справа налево (против часовой стрелки) при нарезании левой резьбы.
- нажим прекратите, когда метчик «схватит» нарезаемый металл и продолжайте вращение воротка;
- на один-два рабочих оборота (нарезки) делайте пол-оборота в обратном направлении, чтобы раздробить стружку нарезаемого металла и облегчить работу;
- нарезку продолжайте, пока не нарежете резьбу глубиной 40 мм;
- измерения производите штангенциркулем, металлической линейкой или рулеткой (в зависимости от диаметра нарезаемой трубы).
После чернового метчика используйте средний (клеймо «2») и чистовой (клеймо «3») метчики.
После окончания нарезки чистовым (клеймо «3») метчиком, зачистите резьбу жесткой щеткой и ветошью.
Проверьте качество произведенной Вами работы, ввернув в трубу соответствующую соединяемую деталь.
Источник
Порядок нарезки внешней резьбы на водопроводной трубе
Водопроводные трубы есть практически в каждом жилом и коммерческом помещении. Последовательность действий при нарезании резьбы следующая:
- Подготовка. На подготовительном этапе главное удалить всю грязь и возможную ржавчину, а также убрать все дефекты. В противном случае могут возникнуть трудности с проведением работы.
- Установка заготовки. Труба должна быть расположена строго вертикально, иначе плашка может сместиться в сторону.
- Нарезание. На данном этапе нужно следить за строго вертикальным расположением используемого механизма, так как даже незначительное смещение может привести к существенным проблемам.
- Проверка качества. Данный этап предусматривает навинчивание гайки, за счет чего и проверяется чистота витков и точность их расположения.

Восстановление резьбы
При применении токарного станка провести создание витков можно за один продольный проход. Однако, токарно-винторезные станки не лучшим образом подходят для рассматриваемой задачи.
Делаем резьбу своими руками
Подготовка
Перед тем, как нарезать резьбу на трубе своими руками, необходимо провести ряд подготовительных работ:
- отрезать кусок трубы нужного размера. Если производится замена какого-либо участка трубопровода, то требуется аккуратно вырезать трубу, пришедшую в непригодность;
Срез трубы должен быть перпендикулярен ее стенкам. В противном случае резьбовое соединение будет не надежным.
- участок трубы, где будет нарезаться резьба, очищается от краски, ржавчины и так далее. Все посторонние отложения мешают проведению работы;
- с конца трубы снимается фаска для облегчения работы плашки.

Начальный этап нанесения резьбы
Нарезаем наружную резьбу клуппом
Нарезка резьбы на трубе клуппом проходит следующим образом:
- подбирается клупп соответствующего диаметра. Для корректного подбора оборудования применяется штангенциркуль;
- внутренняя поверхность клуппа и подготовленный участок трубы обрабатываются машинным маслом;
- клупп вставляется в металлическую трубу, облегчающую работу по его вращению. Держатель входит в набор для нарезки резьбы на трубах;
- если происходит первоначальная сборка трубопровода, то труба фиксируется в тисках. Если нужно нарезать резьбу на водопроводной трубе при реконструкции водопровода или иной инженерной системы, произвести нарезку можно непосредственно на установленной трубе;
- клупп устанавливается на подготовленную трубу и начинается его вращение, то есть процесс нарезки резьбы.
Сделав несколько поворотов вокруг трубы необходимо отвести клупп в обратном направлении приблизительно на 90º. Это позволит удалить с будущей резьбы снимаемую стружку.

Изготовление резьбы при помощи клуппа
После окончания резки масло необходимо полностью удалить.
Наглядно посмотреть на процесс нарезки резьбы клуппом можно на видео.
Нарезка резьбы плашкой
Плашка для нарезания резьбы на трубах может быть:
- круглой формы. Для нанесения резьбы на трубы различного диаметра используются отличные по размерам плашки;
- раздвижной. Использование такой плашки помогает в нарезании резьбы на трубах различных диаметров. Для раздвижной плашки применяется специальный держатель.

Различные плашки для нанесения резьбы
Плашки для нарезания резьбы на трубах используются более часто, так как имеют меньшую стоимость.
Перед тем, как нарезать резьбу на трубе плашкой (леркой), нужно подготовить трубу описанным выше способом. Затем можно проводить саму процедуру по следующей схеме:
- при помощи штангенциркуля подобрать нужную по диаметру плашку;
- смазать внутреннюю часть лерки и поверхность трубы любым доступным материалом;
- закрепить плашку в специальном держателе. Лерки для нарезания резьбы на трубах должны быть прочно закреплены в держателе. В противном случае резьба получится неровной, что приведет к образованию течи в месте соединения;
- плашкодержатель вращается в нужном направлении. После нескольких витков необходимо, как и предыдущем случае, избавиться от скопившейся стружки. Для этого инструмент немного поворачивается в обратном направлении;
- после нанесения резьбы труба и используемый инструмент очищаются от смазки.
На начальной стадии используются черновые плашки, которые четко прорезают трубу, но не дают большой точности резьбы. Окончательная нарезка производится чистовой плашкой.

Нанесение резьбы при помощи лерок
Нарезаем внутреннюю резьбу
Чтобы сделать внутреннюю резьбу, требуется:
- подготовить отверстие. Оно должно быть чистым и не содержать никаких покрытий и посторонних отложений. Отверстие смазывается;
- подобрать метчик по диаметру;
- установить метчик в отверстие, при этом следует соблюдать вертикальность нарезного оборудования. Начать вращение метчика по часовой стрелке.

Процедура нарезки резьбы внутри трубы
Для нанесения внутренней резьбы требуется использовать два метчика: черновой и чистовой. Черновой метчик удаляет около 70% стружки, а чистовой оставшиеся 30%.
Резьбу на металлической трубе можно сделать своими руками. Для этого потребуется покупка специального инструмента и небольшое количество времени. Проведение работы доступно не только для профессионалов, но и для простых пользователей.
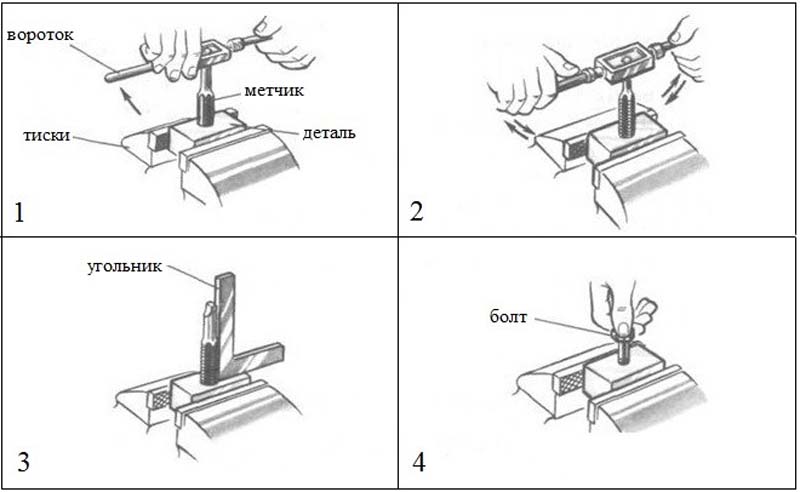
Правила нарезания внутренней резьбы метчиком
При ручной нарезке резьбы инструмент вставляют в отверстие вертикально (без перекоса). Вороток вращают в нужном направлении (для правой резьбы по часовой стрелке) не все время, а периодически делают 1–2 оборота в обратную сторону.
При таком вращательно-возвратном движении метчика срезаемая стружка ломается, становится короткой (дробленой) и легче удаляется из рабочей зоны, а процесс формирования резьбы значительно облегчается. По окончании нарезания инструмент вывертывают вращением воротка в противоположную сторону, затем его прогоняют по готовой резьбе насквозь или до упора для глухих отверстий. Необходимо также придерживаться следующих правил:
При формировании резьбы в вязких и мягких металлах (алюминий, медь, баббиты и другие), а также в глубоких отверстиях инструмент следует периодически выкручивать из отверстия для очистки канавок от стружки.
При использовании комплекта метчиков необходимо применение всех инструментов набора. Нарезание сразу чистовым метчиком или средним, а затем чистовым без прохода черновым не ускоряет, а только замедляет и затрудняет процесс нарезания. Кроме того, резьба при этом получается некачественной, а инструмент может сломаться. Чистовой и средний метчики вкручивают в отверстие вручную (без воротка) до тех пор, пока инструмент не пойдет по резьбе правильно, и только после этого устанавливают вороток и продолжают работу.
В процессе нарезания требуется тщательно следить за правильностью врезки инструмента, чтобы не было его перекоса. Для этого необходимо через каждые вновь нарезанные 2–3 нитки стружки проверять положение метчика относительно верхней плоскости детали с помощью угольника
Особенно осторожно следует работать с глухими и мелкими отверстиями
Конструкция метчика
Метчик (рис. 1) представляет собой закаленный винт, на котором прорезано несколько прямых или винтовых канавок, образующих режущие кромки инструмента. Канавки также обеспечивают размещение стружки, образующейся при резании стружка может выводиться из зоны резания.
Метчик состоит из двух частей — рабочей и хвостовика, на конце которого выполнен квадрат (у ручных метчиков). Рабочая часть метчика включает в себя: режущую (заборную) часть, которая обеспечивает удаление основной части припуска на обработку; калибрующую часть, осуществляющую окончательную обработку резьбы; стружечные канавки; перья (витки резьбы, разделенные стружечными канавками) и сердцевину, обеспечивающую метчику достаточную для обработки прочность и жесткость. Хвостовая часть метчика служит для закрепления его в воротке, которым производятся рабочие и холостые перемещения метчика.
Рабочую часть метчика изготавливают из инструментальных углеродистых сталей марок У11, У11А, быстрорежущей стали или твердого сплава. Выбор материала рабочей части зависит от физико-механических свойств обрабатываемой заготовки. У цельных метчиков материал хвостовой части тот же, а у метчиков, состоящих из двух частей, соединяемых сваркой, хвостовую часть изготавливают из конструкционной стали марок 45 и 40Х: Число стружечных канавок, выполненных на метчике, зависит от его диаметра (три канавки дтя метчиков диаметром до 20 мм и четыре — для метчиков диаметром свыше 20 мм).
Основную работу при нарезании резьбы выполняют режущие кромки, образованные пересечением передних поверхностей канавки с задними (затылованчыми, выполненными по архимедовой спирали) поверхностями рабочей части. Затылование задней поверхности режущих зубьев позволяет сохранить постоянным их профиль после переточки, которая осуществляется централизованно в заточных цехах.
Как правило, метчики изготовляют с прямыми канавками, однако для улучшения условий резания и получения точных и чистых резьб применяют метчики с винтовыми канавками. Угол наклона такой канавки к оси метчика составляет 8… 15°. Для получения точных и чистых резьбовых поверхностей в сквозных отверстиях при обработке мягких и вязких материалов используют бесканавочные метчики.
Рис. 1 Метчик:
а – конструкция: 1 – нитка(виток); 2 – квадрат; 3 – хвостик; 4 – канавка; 5 – режущее перо;б – геометрические параметры: 1 – передняя поверхность; 2 – режущая кромка; 3 – затылованная поверхность; 4 – задняя поверхность; 5 – режущее перо; α – задний угол; β – угол резания;δ – угол заострения; γ – передний угол;в – с винтовой стружечной канавкой: 1 – канавка; г — нарезание глухой резьбы; ω – угол наклона винтовой канавки.